Pioneering Fluid Control Excellence with 20+ Years of Manufacturing Expertise, E-E-A-T Certified Quality, and Advanced Resilient Seating Technology.
Engineered for Water Treatment, Municipal Systems, and Industrial Projects
As a leading Gate Valve Manufacturer, we have witnessed a seismic shift in fluid control technology over the last two decades. Gate valves, historically the "workhorses" of the industry, have transitioned from simple manual isolation devices to precision-engineered components capable of withstanding extreme pressures and corrosive environments. The move from cast iron (GG25) to high-strength ductile iron (GGG40/50) and WCB/CF8 materials has redefined durability benchmarks.
Modern "Smart Factories" now utilize CNC precision machining to ensure that the wedge—the heart of the gate valve—achieves a perfect seal. In the current global market, the demand for resilient seat gate valves (using EPDM or NBR encapsulation) has surpassed traditional metal-to-metal seating for water-based applications, thanks to their "Zero Leakage" performance and lower operational torque.
Our technicians continuously develop products meeting AWWA, DIN, and BS standards. Using advanced CFD (Computational Fluid Dynamics), we simulate flow patterns to minimize pressure drops and cavitation effects in gate valve operation.
Equipped with 15 sets of precision machining centers and automated assembly lines, we maintain a monthly inventory update cycle. Our GGG40 ductile iron bodies undergo fusion-bonded epoxy coating (250μm min) for superior corrosion resistance.
Every single valve undergoes a 100% hydrostatic and pneumatic test according to EN 12266-1 standards. Our quality assurance team issues material traceability reports (MTR) for every batch, ensuring 100% reliability.
Procurement directors at EPC (Engineering, Procurement, and Construction) firms are increasingly prioritizing "Localization Support" and "Compliance Assurance." As a global Gate Valve Factory, we provide localized technical documentation and adhere strictly to international standards (ISO-9001). We’ve observed that buyers in Europe and North America are moving towards "Maintenance-Free" gate valves, specifically those featuring non-rising stems (NRS) and triple O-ring stem seals to prevent groundwater contamination.
The valve industry is entering the era of "Fluid Intelligence." Our roadmap includes the integration of IoT sensors within the valve bonnet to monitor leakage, pressure spikes, and cycling frequency. This predictive maintenance capability will revolutionize dam construction and municipal water management in projects spanning from Italy to Chile.
| Feature | Traditional Gate Valve | KR Advanced Series | }
|---|---|---|
| Material Quality | Grey Cast Iron (Brittle) | Ductile Iron GGG50 / WCB / CF8M |
| Coating | Liquid Paint (Thin) | WRAS Approved Fusion Bonded Epoxy |
| Stem Sealing | Gland Packing (Requires Adjust) | Multiple O-Rings (Maintenance Free) |
| Service Life | 5-10 Years | 20-30 Years in standard conditions |
Beyond product excellence, we focus on mutually beneficial partnerships.
We provide independent brand 'KR' solutions and extensive OEM services for world-famous valve brands, leveraging our 15 years of machining expertise.
From sewage treatment in Brazil to natural gas projects in Russia, our gate valves are serving critical infrastructure globally with zero failure rates.

Advanced Manufacturing Facility

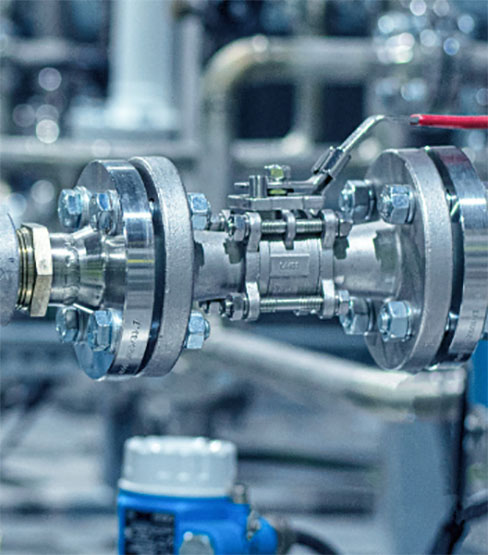
Rigorous Testing Process
High Pressure & High Temperature Solutions
Partner with KR VALVE GROUP for high-performance fluid control solutions. Our engineering team is ready to support your next global infrastructure project.