Explore our high-performance industrial valves engineered for maximum safety, durability, and leak-free performance.








At KR, we have accumulated more than 20 years of experience in producing standard and non-standard valves of various types. We pride ourselves on supplying a wide selection of over 500 valve products, including butterfly valves, gate valves, check valves, water control valves, as well as all their matching and accessory products. Our industrial solutions are critical to processes in water treatment, dam construction, commercial buildings, energy and heating, chemical engineering, and allied sectors. By prioritizing robust engineering tolerances, we have earned a high rate of repeat purchases from our global partners.
Beyond our manufacturing prowess, we operate on a partnership-first philosophy. We firmly believe that reliable pre-sales consulting and dedicated after-sales services are as crucial as superior products themselves. We continuously optimize our logistical pipelines and quality assurance protocols to establish win-win cooperation with international buyers. Today, KR's high-performance valves are exported to over 50 countries and regions spanning Europe, Asia, Africa, and Oceania, providing essential infrastructure components and professional OEM/ODM marketing support to thousands of global customers.

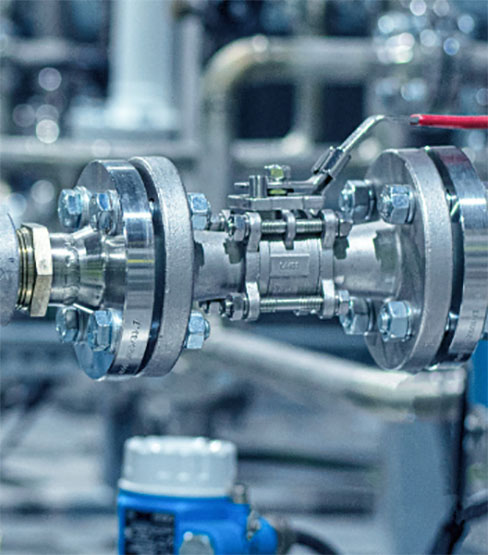
The global industrial valve market is undergoing rapid transformations driven by modern automation, energy transitions, and demanding regulatory requirements. Ball valves and check valves form the fundamental core of fluid networks. Ball valves offer fast, quarter-turn shutoff with excellent sealing capabilities, whereas check valves provide mechanical, unidirectional fluid security that prevents backflow and water hammer phenomena.
In modern procurement, buyers prioritize material traceabilities, chemical compatibility, and reduced carbon footprints. The transition to low-emission, firesafe configurations according to API 607 standards has become a standard request rather than a specialty feature. Major engineering firms and municipal operators are demanding valves with advanced polymers (such as premium PTFE, RTFE, and specialty EPDM formulations) that withstand abrasive chemical agents and temperature variations without compromising sealing integrity.
How KR integrates design innovation, precision manufacturing, and rigorous quality inspection to deliver high-performance valves.
Our dedicated R&D division ensures consistent product design and continuous industrial innovation. Experienced technicians develop flow control solutions matching precise customer standards, utilizing our lab's comprehensive physical and hydrostatic testing facilities. We manage 20 distinct series and over 500 separate valve designs to fulfill varied process demands.
We manufacture valves strictly under ISO-9001 quality system criteria. Equipped with 15 advanced machining centers and modernized assembly lines, we update our inventory levels monthly. This operational flexibility allows us to execute orders efficiently and support buyers with short lead times.
Leak-free operation is our guiding manufacturing principle. The QA department conducts detailed dimension checks, shell pressure testing, and seat integrity analysis matching international standards for every product. A complete inspection certificate accompanies each delivery.



Valves are critical to the safety and functionality of major infrastructure. Industrial systems rely on the specific mechanical actions of ball and check valves to manage water distribution networks, safeguard pump stations, control chemical reactions, and secure power plant piping.
Our engineering division partners directly with contractors and project owners to supply complete packages. Whether handling corrosive wastewater requiring resilient EPDM-lined butterfly valves, or high-pressure gas mains requiring durable carbon steel ball valves, KR provides project-specific solutions that reduce operational risks and extend system lifespan.
Review some of our major valve installations implemented for municipal and industrial projects worldwide.

Supplied specialized high-pressure water control valves and safety valves to safeguard downstream piping during pressure transients in a major Chilean hydroelectric scheme.

Provided large-diameter double eccentric butterfly valves and dual-plate wafer check valves for a municipal drinking water plant in Italy, ensuring minimal head loss and long-term backflow protection.

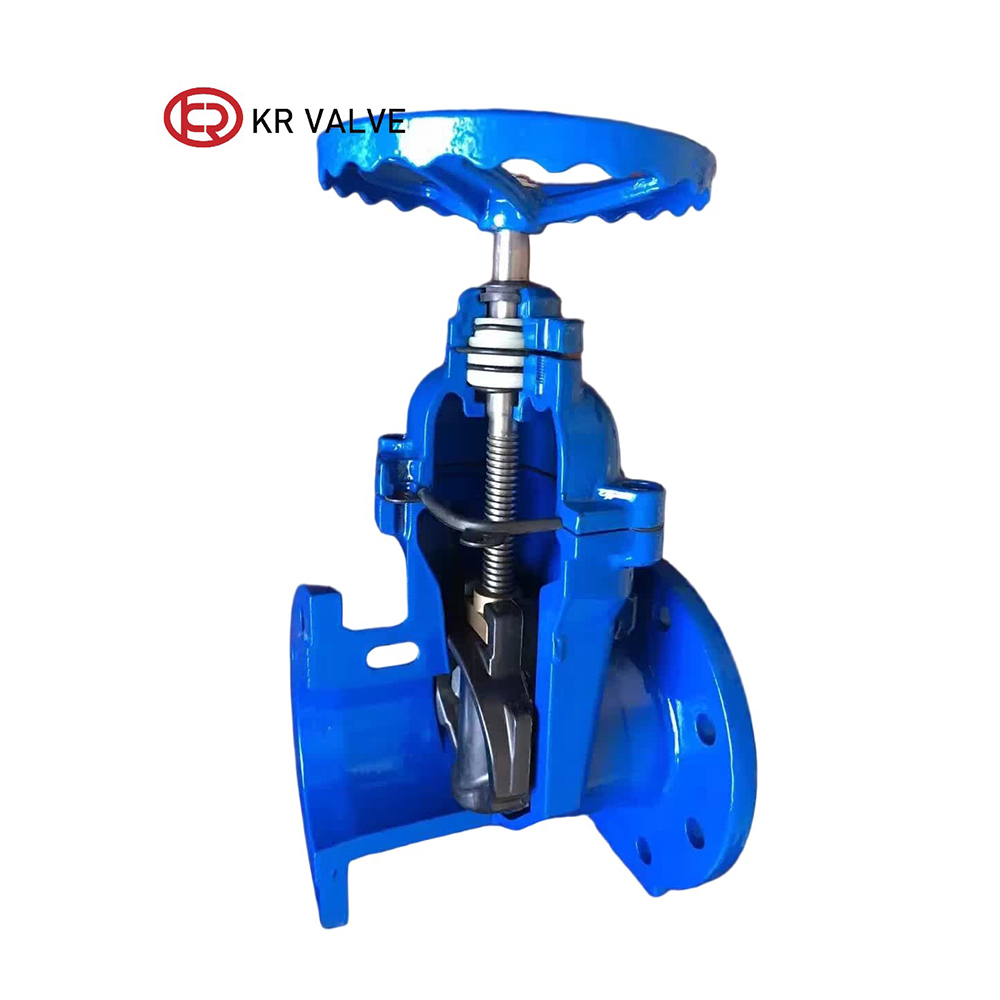
Delivered resilient seat gate valves and abrasion-resistant butterfly valves to handle high-solid municipal waste and slurry flows in a large Indonesian wastewater treatment plant.

Designed and supplied full PTFE-lined valves and CF8M stainless steel check valves to handle acidic process lines with zero environmental emissions.

Delivered firesafe-tested ball valves and cast steel gate valves suited for high-pressure natural gas lines under low temperature parameters.

Supplied automated non-return check valves and water control valves for a municipal sewage collection system in Brazil, minimizing backflow and pump wear.
In addition to our independent brand "KR", we provide dedicated OEM and ODM services to major global brands. Many leading valve distributors and engineering partners trust KR to supply custom castings, unique trim designs, and specific face-to-face configurations that integrate seamlessly into existing pipelines.
We work directly with your engineering teams to manufacture valves with your specific brand markings, custom paint finishes, and custom connection patterns. From wafer or lug styles to double-flanged bodies, we ensure full compliance with target specifications.
By keeping core processes like machining and assembly in-house, we control manufacturing costs and pass those savings to wholesale buyers. This structural cost management maintains product quality while keeping pricing highly competitive.

As industries shift toward smart infrastructure and real-time monitoring, industrial valve designs are evolving. At KR, we track these global technical shifts and invest in research to integrate digital connectivity into traditional fluid dynamics. Below is our technology roadmap detailing the milestones we are introducing to help buyers secure their systems for the future.
Integrating next-generation electric and motorized butterfly and ball valves with built-in sensors. These systems allow operators to monitor torque profiles, flow rates, and seal wear remotely, preventing unscheduled system outages.
Developing advanced PTFE and high-temperature graphite composites that reduce fugitive emissions by 99%. These materials meet clean air requirements in chemical plants and refining systems.
Optimizing dynamic spring tensions on dual-plate wafer check valves using computational fluid dynamics (CFD) modeling. This design achieves rapid closure and protects high-capacity pumps from shock damage.
Take a virtual tour of our production facilities and see our testing systems in operation.


We manufacture five primary series of valves, engineered to handle pressure, manage flow velocity, and protect pipelines.



















Answers to technical and commercial questions compiled by our application engineering department.
Select from our specialized line of strainers, valves, and actuation configurations.








Contact our engineering sales team to request custom 2D drawings, 3D files, material analysis reports, and wholesale quotes.
Request Technical Quotation